

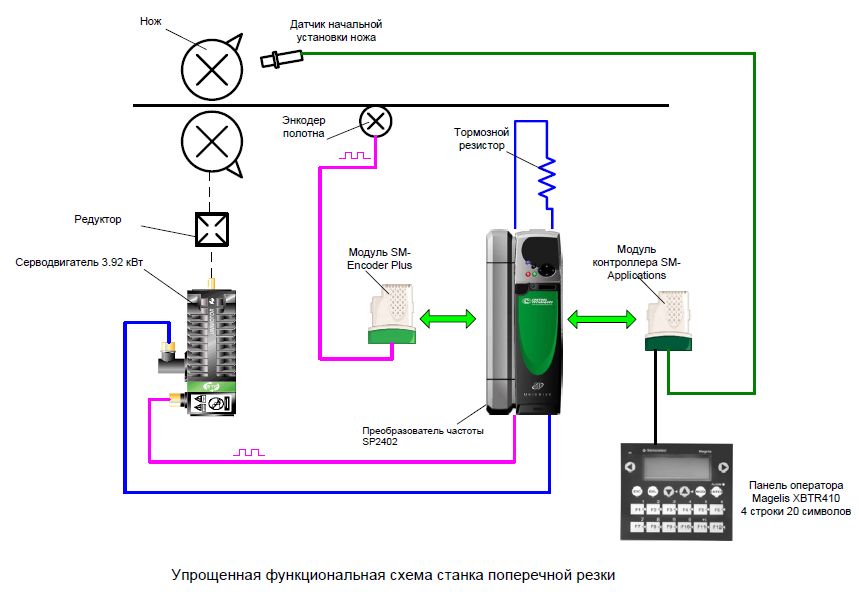
Одним из компонентов линии для производства картона и гофрокартона является станок поперечной мерной рубки. Работа станка основана на принципе «барабанных ножей». Имеется два барабана: один подвижный, приводится в движение сервоприводом Unidrive SP и серводвигателем Unimotor, производства компании Control Techniques, через редуктор, другой неподвижный. Текущая координата полотна считывается при помощи инкрементального энкодера, который подключен к модулю Universal Encoder Plus сервопривода. Управляющая программа, которая реализует расчеты и логику работы привода выполняется в модуле SM-Applications.
В состоянии до модернизации, станок работал в режиме рубки согласно задаваемой длине руба. В данном режиме в зависимости от заданной длины рассчитывался так называемый «электронный кулачок» (САМ), который определял изменение скорости вращения ножа в зависимости от координаты движущегося полотна. В этом случае то место, где именно пройдёт линия руба система управления никак не контролировала, что приводило к трудностям при наличии рисунка на вырубаемом полотне, который должен быть расположен в определенном месте по отношению к краям (например по центру).
Для решения этой проблемы нужно четко указать системе управления в каком именно месте должен произойти руб листа. Для этого используется бумага с нанесенными на неё контрастными метками, которые и указывают на то, где должна проходить кромка отрубаемого листа. В систему управления были внесены соответствующие изменения, чтобы она могла воспринимать и обрабатывать метку и введен еще один режим работы — рубка по метке.
Режим работы «по метке» отличается от режима «по длине» тем, что в процессе работы скорость вращения ножей изменяется таким образом, чтобы кромка отрубаемого листа совпала с меткой. При этом длина вырубаемого листа всё так же задаётся и фактически определяет расстояние между метками на полотне. Программа для расчета «электронного кулачка» также была изменена. Теперь используя датчик контрастной метки, расположенный над движущимся полотном, система управления ножом получает сигнал от метки и производит расчет поправки к скорости ножа, для того чтобы кромка ножа совпала с меткой в момент руба. Причем система управления фиксирует появление сигнала от датчика только в определенной зоне полотна, что снижает вероятность прихода сигнала от фальшметки (неровность поверхности, брак при нанесении метки или рисунка).
Для организации HMI используется панель оператора XBTR-410, производства Schneider Electric, которая связана с сервоприводом через сеть RS-485. С помощью панели оператор осуществляет выбор режима работы («по длине» или «по метке»), ввод требуемой длины листа в миллиметрах, производит мониторинг работы сервопривода.
Использование современных технологий и качественного оборудования таких производителей, позволило добиться высокой точности рубки которая лежит в пределах ± 2 мм, при скорости полотна до 20 м/мин и длине вырубаемого листа от 100 до 1500 мм.

Датчик метки
